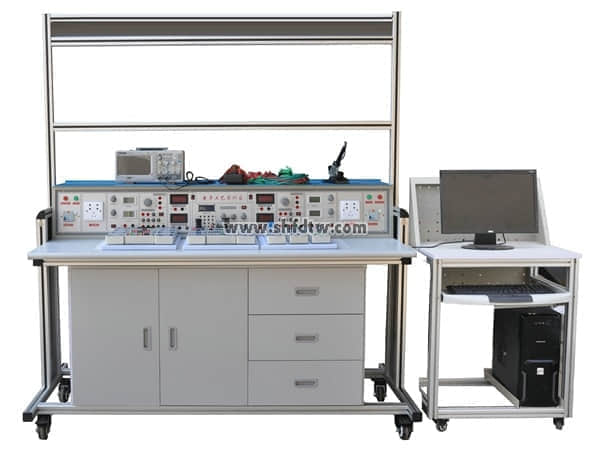


TWMES-01A型自動生產線實訓考核裝備(西門子)
1、整體說明:
自動生產線實訓考核裝備係統集成,由1)、供料單元2)、加工單元3)、裝配單元4)、分揀單元5)、輸送單元等組成
該裝置能完成:1)、貨物的自動供給2)、貨物的自動識別分揀3)、機械手搬運4)、自動裝配5)、貨物的自動加工操作等全過程。同時對係統的運行過程實行全程動作狀態監控及數據監控,能完成上位管理操作過程。
係統平台設計應基於標準化、模塊化、開放式結構設計理念,可適應不同廠家型號的各種傳感器、控製器、執行器。
2、功能說明:
1)供料單元:按照需要將放置在料倉中待加工工件(原料)自動地推出到物料台上,以便輸送單元的機械手將其抓取,輸送到其他單元上。
2)加工單元:把該單元物料台上的工件(工件由輸送單元的抓取機械手裝置送來)送到衝壓機構下麵,完成一次衝壓加工動作,然後再送回到物料台上,待輸送單元的抓取機械手裝置取出。
3)裝配單元:完成將該單元料倉內的黑色或白色小圓柱工件嵌入到已加工的工件中的裝配過程。
4)分揀單元:完成將上一單元送來的已加工、裝配的工件進行分揀,使不同顏色的工件從不同的料槽分流的功能。
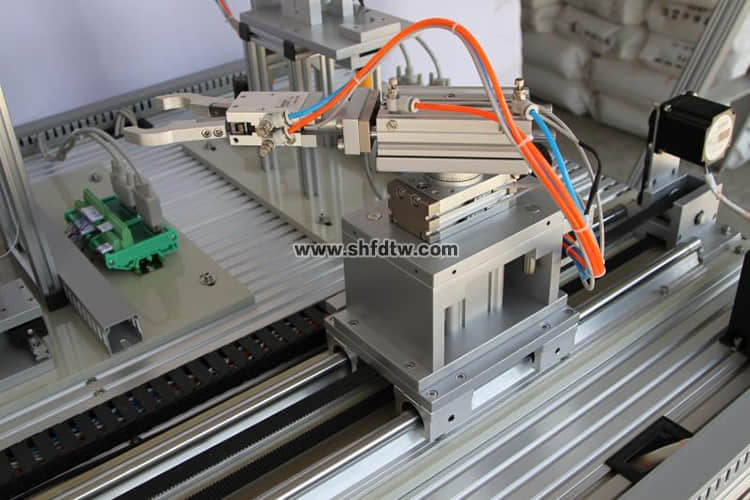
5)輸送單元:通過直線運動傳動機構驅動抓取機械手裝置到指定單元的物料台上精確定位,並在該物料台上抓取工件,把抓取到的工件輸送到指定地點然後放下,實現傳送工件的功能。
6)工作單元(電氣控製):設備說明將機械裝置和電氣控製部分的相對分離。每一工作單元機械裝置整體安裝在底板上,而控製工作單元生產過程 的PLC裝置則安裝在工作台兩側的抽屜板上。機械裝置上的各電磁閥和傳感器的引線均連接到裝置側的接線端口上。PLC的I/O引出線則連接到PLC側的接線端口上。兩個接線端口間通過多芯信號電纜互連。
裝置側的接線端口的接線端子必須采用三層端子結構,上層端子用以連接DC24V電源的+24V端,底層端子用以連接DC24V電源的0V端,中間層端子用以連接各信號線。
PLC側的接線端口的接線端子采用兩層端子結構,上層端子用以連接各信號線,其端子號與裝置側的接線端口的接線端子相對應。底層端子用以連接DC24V電源的+24V端和0V端。
裝置側的接線端口和PLC側的接線端口之間通過專用電纜連接。其中25針接頭電纜連接PLC的輸入信號,15針接頭電纜連接PLC的輸出信號。
7)供電電源:外部供電電源為三相五線製AC 380V/220V。總電源開關選用DZ47LE-32/C32型 三相四線漏電開關。係統各主要負載通過自動開關單獨供電。其中,變頻器電源通過DZ47C16/3P三相自動開關供電;各工作站PLC均采用DZ47C5 /2P單相自動開關供電。此外,係統配置4台DC24V6A開關穩壓電源分別用作供料、加工和分揀單元,及輸送單元的直流電源。
8)控製係統:每一工作單元必須可自成一個獨立的係統,同時也可以通過網絡互連構成一個分布式的控製係統。
①當工作單元自成一個獨立的係統時,其設備運行的主令信號以及運行過程中的狀態顯示信號,來源於該工作單元按鈕指示燈模塊。模塊上的指示燈和按鈕的端腳全部引到端子排上。
②當各工作單元通過網絡互連構成一個分布式的控製係統時,對於采用西門子S7-200係列PLC的設備。
3、自動生產線實訓考核裝備組成部分技術指標
自動生產線實訓考核裝備應包括實訓桌、PLC控製模塊、變頻器模塊、觸摸屏模塊、電源模塊、伺服係統、供料單元、輸送單元、加工單元、裝配單元、分料單元、傳感器、電磁閥組、氣缸、工具、控製單元、電腦推車、計算機、空氣壓縮機等組成,其主要技術指標如下所示:
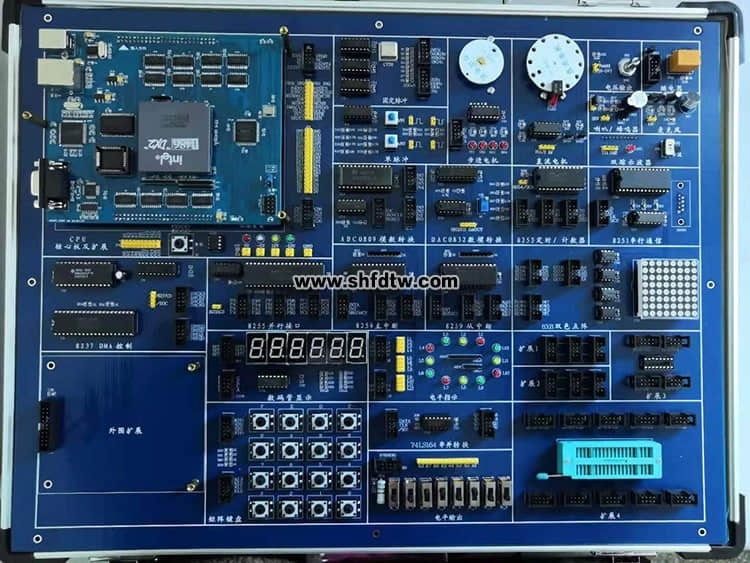
1)PLC控製模塊:
①工藝:鋁塑外殼,完整嵌入實訓台抽屜式架體,I/O接口開放到控製麵板,並提供誤接線保護功能,具有保險管座(250V、1A)。
②控製麵板工藝說明:2mm厚印刷電路板上覆膜,采用背麵印刷技術,保證圖形符號永不脫落。
③PLC控製模塊包括:

您隻要致電:021-55884001(袁經理)
我們可以解答 自動生產線拆裝與調試實訓裝置 的相關疑問!
我們可以幫您推薦符合您要求的 自動生產線拆裝與調試實訓裝置 相關產品!
找不到所需產品?請點擊 產品導航頁
當前產品頁麵地址://m.yyh998.com/productshow-85-1632-1.html