聯係我們
聯係電話:021-55884002
聯係地址:上海市閔行區江凱路177號

每日一博
MPS模塊化柔性自動化生產線實訓係統 MPS模塊化柔性自動化生產線實訓係統實訓裝置由上料檢測站、機械手搬運站、自動加工站、安裝搬運站、分類站、5.7英寸觸摸控製屏、常用工具及備件箱等部分組成。...[詳情]
推薦產品
-

型號:TWSA-01
品名:電子工藝實訓平台
分類:電子工藝實訓教學設備
-

型號:TWB-801A
品名:柔性加工係統實訓...
分類:機電一體化實訓設備
-

型號:TWB-QR04
分類:工業機器人實訓設備
-

型號:TW-318C
品名:通用電工電子實驗...
分類:通用電工.電子教室


熱門產品
-

型號:TWT-WXGB
品名:高性能中級維修電...
分類:維修電工實訓考核
-
型號:TW-X32
品名:新型微機原理與接...
分類:實驗箱係列
-

型號:TW-QY37
品名:便攜式氣動傳動基...
分類:氣動液壓PLC實驗台
-

型號:TW-188G型
品名:電工電子電拖可編...
分類:電工電子技能實訓考核
自動生產線拆裝與調試實訓裝置

- [產品分類]:機電一體化實訓設備
- [規格型號]:TW-ZSX02
- [產品價格]:137000.00
- [參數下載]:
- [聯係電話]:021-55884002
- [QQ]:
- [微信]:

- 已有 13893 人關注該產品

產品詳情
TW-ZSX02自動生產線拆裝與調試實訓裝置
一、係統概述:
本裝置是一種典型的機電一體化產品,是為職業院校、職業教育培訓機構而研製的,它適合機電一體、自動化等相關專業的教學和培訓。該裝置采用型材結構,其上安裝有井式供料、切削加工、多工位裝配、氣動機械手搬運、皮帶傳送分揀等工作站及相應的電源模塊、按鈕模塊、PLC模塊、變頻器及交流電機模塊、步進電機驅動模塊、伺服電機驅動模塊和各種工業傳感器等控製檢測單元。在接近工業生產製造現場基礎上,強化自動化生產線的安裝與調試能力。





二、係統特點:
實訓裝置貼近工業現場要求,是典型的自動生產線,設備從選材、工藝、流程、結構、控製等各方麵應從實際工業現場出發,考慮工學結合要求,融合機械、電氣、氣動、傳感器、交流電機變頻調速、步進電機驅動控製、伺服電機驅動控製、PLC控製及工業通信網絡等多種技術,能開展任務驅動的項目教學法,采用PLC工業網絡通信技術實現係統聯動,能真實再現工業自動生產線中的供料、檢測、搬運、切削加工、裝配、輸送、分揀過程。
整體結構采用開放式和拆裝式,具有明顯的動手拆裝實訓功能,可以拆裝到各零部件及每顆細小的螺絲,能很好的服務於項目實訓教學;能根據不同的任務進行更換組合模塊,具有很強的可重組性,使教學或競賽時可方便的選擇需要的模塊。
係統用於考核或技能競賽時,可考察的職業能力有:
1、機械零部件的裝配與調整能力
2、機電設備的安裝與調試能力
3、工業現場控製係統電路安裝接線能力
4、氣動控製係統的安裝與調試能力
5、機電一體化設備的控製程序的編寫能力
6、自動控製係統的安裝與調試能力
7、PLC工業現場總線網絡的安裝、編程與調試能力
三、技術性能
1、輸入電源:三相四線(或三相五線)~380V±10% 50Hz
2、工作環境:溫度-10℃~40℃ 相對濕度≤85%(25℃)海拔<4000m
3、裝置容量:≤1.5kVA
4、外形尺寸:1980mm×1040mm×1300mm(不包括電腦桌)
5、安全保護:具有漏電壓、漏電流保護,安全符合國家標準
四、係統組成
1、供料站:
主要由井式工件庫、推料氣缸、物料台、光電傳感器、磁性開關、電磁閥、支架、機械零部件構成。
工作過程描述:係統啟動後,推料氣缸推出,把工件庫中底層的工件推至物料台上。工件到位傳感器檢測到工件到位後,推料氣缸縮回。搬運機械手伸出並抓取該工件,並將其運送至切削加工站。
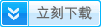
2、加工站:(切削中心)
主要由物料台、物料夾緊裝置、龍門式二維運動裝置、主軸電機、刀具以及相應的傳感器、磁性開關、電磁閥、步進電機及驅動器、主軸電機、滾珠絲杆副、支架、機械零部件構成。
工作過程描述:該站主要完成對工件的切削加工。當搬運站機械手把工件運送到該站物料台上,且光電傳感器檢測到工件後,機械手指夾緊工件,二維運動裝置絲杆開始動作,主軸電機啟動,切削加工完成後,主軸電機停止,二維運動裝置絲杆帶動主軸回零點,物料台重新伸出,到位後,機械手指鬆開,由搬運站機械手伸出並夾緊工件,將其運送至裝配站。
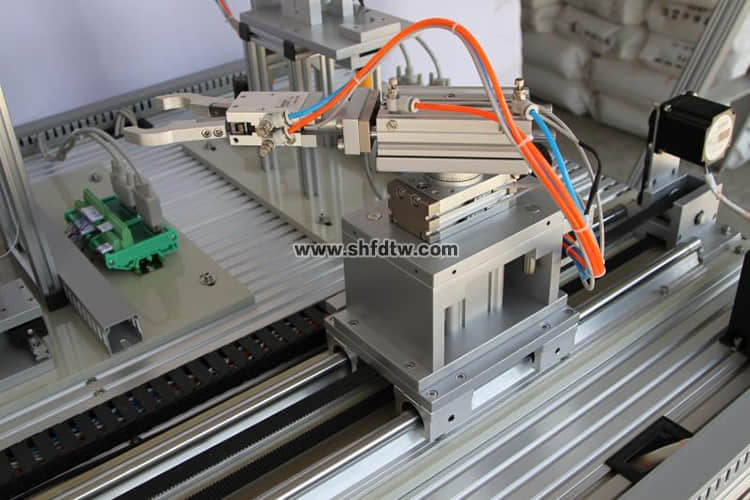
3、裝配站(三工位)
主要由井式供料單元、三工位旋轉民作台、平麵軸承、衝壓裝配單元、光電傳感器、電感傳感器、磁性開關、電磁閥、交流伺服電機及驅動器、支架、機械零部件構成。
工作過程描述:該站主要完成大小工件的緊合裝配過程。當搬運站氣動機械手把工件運送到裝配站旋轉工作台上後,旋轉工作台順時針旋轉,將工件旋轉到井式供料單元下方,井式供料單元頂料氣缸伸出頂住倒數第二個工件;擋料氣缸縮回,工件庫中底層的工件落到待裝配工件上,擋料氣缸伸出到位,頂料氣缸縮回物料落到工件庫底層,同時旋轉工作台順時針旋轉,將工件旋轉到衝壓裝配單元下方,衝壓氣缸下壓,完成工件緊合裝配後,氣缸回到原位,旋轉工作台順時針旋轉到待搬運位置後,搬運站氣動機械手伸出並抓取該工件,並將其運送往物料分揀站。
4、分揀站:
主要由傳送帶、變頻器、三相交流減速電機、旋轉氣缸、磁性開關、電磁閥、調壓過濾器、光電傳感器、光纖傳感器、對射傳感器、計數器、支架、機械零部件構成。
工作過程描述:該站主要完成對上站傳送至本站的裝配完畢的工件進行分揀。係統入料口光電傳感器檢測到有工件,變頻器啟動並帶動傳送帶運動,將工件送入分揀區,通過旋轉氣缸將白色工件推入1號料槽、黑色工件導入2號料槽,當對射傳感器檢測到有物料入槽、傳輸皮帶停止工作,等待下一個工件,同時計數器記錄工件入庫個數。
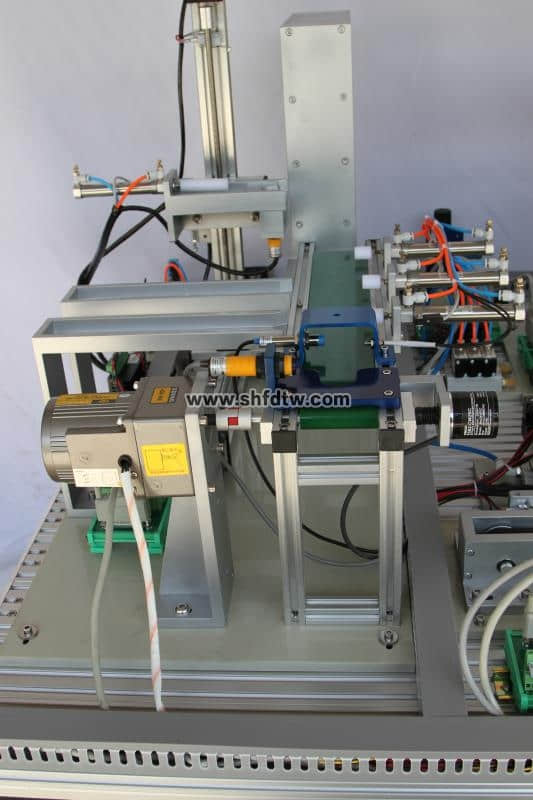
5、搬運站:
主要由直線電機驅動器、直線導軌、四自由度搬運機械手、定位開關、行程開關、支架、機械零部件構成。
工作過程描述:該站主要完成向各個工作站輸送工件。係統複位先回原點,當到達原點位置後,係統啟動,井式供料站養料到物料台後,光電傳感器檢測到有工件時,搬運機械手伸出將工件搬運到切削加工站物料台上,等加工站加工完畢後,再將工件送到三位裝配站完成兩種不同工件裝配,最後將兩種工件成品送到分揀站分揀入庫。
五、係統配置清單
表一:基本配置表(標配西門子係統)
|
序號 |
名稱 |
規格 |
數量 |
單位 |
備注 |
|
1 |
工作台 |
1980mm×960mm×800mm |
1 |
張 |
|
|
2 |
PLC模塊 |
西門子CPU222(AC/DC/RLY) |
2 |
台 |
8DI/600 |
|
西門子CPU224(DC/DC/DC) |
2 |
台 |
14DI/10D0 |
||
|
西門子CPU226(DC/DC/DC) |
1 |
台 |
24DI/16D0 |
||
|
3 |
變頻器模塊 |
西門子MM420 功率≥0.75KW |
1 |
台 |
|
|
4 |
電源模塊 |
三相電源總開關(帶漏電和短路保護)1個、熔斷器4隻、單相三極電源插座4個、安全插座7隻,DC24 5A電源 |
1 |
塊 |
|
|
5 |
按鈕模塊 |
開關電源24V/6A 1組、轉換開關2隻、複位按鈕(紅、黃、綠各1隻)、24V指示燈(紅黃綠各2隻)、急停按鈕1隻、蜂鳴器1隻 |
1 |
塊 |
|
|
6 |
步進電機驅動模塊 |
由步進電機驅動器、指示燈、開關電源組成 |
1 |
套 |
|
|
7 |
伺服電機驅動模塊 |
由交流伺服電機、伺服電機驅動器組成 |
1 |
套 |
|
|
8 |
觸摸屏模塊 |
昆侖通態 7英寸 |
1 |
套 |
|
|
9 |
供料機構 |
主要由井式工件庫、推料氣缸、物料台、光電傳感器、磁性開關、電磁閥、支架、機械零部件構成 |
1 |
套 |
|
|
10 |
加工機構 |
主要由物料台、物料夾緊裝置、龍門式二維運動裝置、主軸電機、刀具以及相應的傳感器、磁性開關、電磁閥、步進電機及驅動器、主軸電機、滾珠絲杆副、支架、機械零部件構成 |
1 |
套 |
|
|
11 |
裝配機構 |
主要由井式供料單元、三工位旋轉工作台、平麵軸承、衝壓裝配單元、光電傳感器、磁性開關、電磁閥、交流伺服電機及驅動器、支架、機械零部件構成 |
1 |
套 |
|
|
12 |
分揀機構 |
主要由傳送帶、變頻器、三相交流減速電機、旋轉氣缸、磁性開關、電磁閥、調壓過濾器、光電傳感器、光纖傳感器、對射傳感器、計數器、支架、機械零部件構成 |
1 |
套 |
|
|
13 |
搬運機構 |
主要由直線電機驅動器、直線導軌、四自由度搬運機械手、定位開關、行程開關、支架、機械零部件構成 |
1 |
套 |
|
|
14 |
接線端子板 |
接線端子排及安全型插座 |
1 |
套 |
|
|
15 |
工件 |
含大小黑白工件 |
1 |
套 |
|
|
16 |
電源線 |
單相三芯電源線 |
4 |
根 |
|
|
17 |
實訓導線 |
強電、弱電連接導線 |
1 |
套 |
|
|
18 |
PU氣管 |
Φ4/Φ6若幹 |
1 |
套 |
|
|
19 |
氣動接頭 |
氣動快插式三通接頭EPE6 |
5 |
隻 |
|
|
20 |
PLC編程電纜 |
PC/PPI |
2 |
根 |
|
|
21 |
配套光盤 |
PLC編程軟件(DEMO版)、使用手冊、程序等 |
1 |
套 |
|
|
22 |
配套工具 |
工具箱:十字長柄螺絲刀、大、中、小號一字螺絲刀,中、小號十字螺絲刀、鍾表螺絲刀,剝線鉗,尖嘴鉗,剪刀,電烙鐵,驗電筆,鑷子,活動扳手,內六角扳手(8把) |
1 |
套 |
|
|
23 |
掛線架 |
TH-JD20 |
1 |
個 |
|
|
24 |
型材電腦桌 |
TH-JD21 |
1 |
張 |
|
|
25 |
靜音氣泵 |
0.4~0.8MPa |
1 |
台 |
|
|
26 |
計算機 |
品牌機 |
1 |
台 |
用戶自配 |
三菱:
|
序號 |
名稱 |
型號規格 |
數量 |
|
1 |
三菱PLC |
FX3U-38MR 8路數字量輸入/8路繼電器輸出 |
2隻 |
|
2 |
三菱PLC |
FX3U-16MT 8路數字量輸如/8路晶體管輸出 |
1隻 |
|
3 |
三菱PLC |
FX3U-48MT 24路數字量輸入/25路晶體管輸出 |
2隻 |
|
4 |
三菱通信模塊 |
FX3U-485BD |
5隻 |
|
5 |
三菱變頻器 |
FR-E740 功率≥0.75kw |
1隻 |
六、實訓項目
(一)氣動控製回路安裝與調試
該配置配有多種類型的氣缸、電磁閥,磁性開關,如:單出杆氣缸、單出雙杆氣缸、旋轉氣缸等氣動執行元件、單控電磁閥、雙控電磁閥和磁性開關等,基於這些氣動控製元件,可完成下列氣動技術的安裝調試訓練任務:
1、氣動方向控製回路的安裝與調試
2、氣動速度控製回路的安裝與調試
3、氣動旋轉控製回路的安裝與調試
4、氣動順序控製回路的安裝與調試
5、氣動機械手裝置的安裝與調試
6、氣動係統的安裝與調試
(二)電氣控製電路的安裝和PLC程序編寫
該裝置配有西門子S7-200主機模塊、MM420變頻器模塊、伺服電機驅動模塊、步進電機驅動模塊和各種傳感器等,基於這些模塊,可完成下列PLC應用技術訓練任務:
1、異步電機控製電路的連接與控製程序編寫
2、異步電機調速控製電路的連接與控製程序編寫
3、步進電機控製電路的連接與控製程序編寫
4、交流伺服電機控製電路的連接與控製程序編寫
5、氣動方向控製程序編寫
6、氣動順序動作控製程序編寫
7、氣動機械手控製程序編寫
8、皮帶輸送控製程序編寫
9、自動生產線控製程序編寫
(三)PLC工業通訊網絡的安裝及調試
本係統選用西門子S7-200PLC作為主控製器,其本身集成RS485通信口具備PPI網絡通信功能,基於本網絡通信功能,可完成下列工業現場總線通信技術訓練任務:
1、PPI網絡的硬件連接、調試
2、PPI網絡參數設置、調試
3、基於多台西門子S7-200 PLC的複雜PPI網絡數據讀寫程序編寫與調試
(四)機電設備安裝與調試項目
井式供料、切削加工、多工位裝配、氣動機械手搬運、皮帶傳送分揀等工作站及相應的電源模塊、按鈕模塊、PLC模塊、變頻器及交流電機模塊、步進電機驅動模塊、伺服電機驅動模塊和各種工業傳感器等控製檢測單元為硬件平台,可完成下列機電設備安裝和控製的訓練任務:
1、井式供料機構的安裝與調試
2、切削加工機構的安裝與調試
3、多工位裝配機構的安裝與調試
4、氣動機械手設備安裝與調試
5、輸送線設備安裝與調試
6、工件分揀機構的安裝與調試
7、自動生產線係統安裝與調試
上一個產品:光機電一體化控製實訓係統
下一個產品:模塊化生產培訓係統
機電一體化實訓設備最新產品
-

型號:TWB-124
品名:視覺機電一體化安...
-

型號:TWB-401
品名:柔性自動生產實訓...
-

型號:TWB-113
品名:立體倉庫實訓裝置
-

型號:TWB-301
品名:變頻調速與運輸分...
企業信息
您隻要致電:021-55884001(袁經理)
我們可以解答 自動生產線拆裝與調試實訓裝置 的相關疑問!
我們可以幫您推薦符合您要求的 自動生產線拆裝與調試實訓裝置 相關產品!
找不到所需產品?請點擊 產品導航頁
當前產品頁麵地址://m.yyh998.com/productshow-85-1632-1.html
