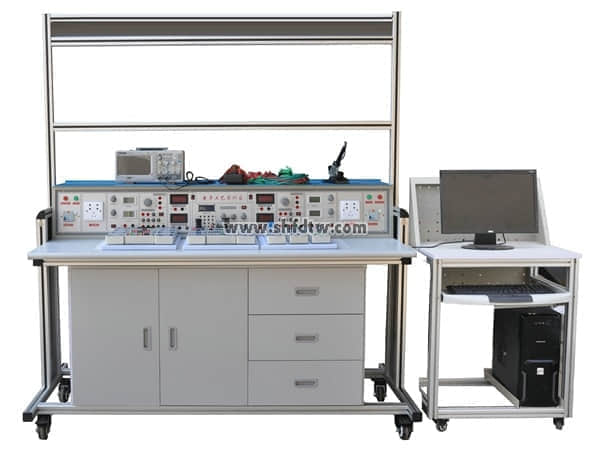



TW-JXTS機械裝調技術綜合實訓裝置
1.輸入電源:三相四線(或三相五線) ~380V±10% 50Hz
2.裝置容量:≤2.0kVA
3.外形尺寸:1500mm×750mm×1450mm(實訓台)
4.安全保護:具有電流型漏電保護,安全符合國家標準。
二、組成與功能
1.裝置整體:包括控製區域和機械裝調區域兩部分。控製區域主要由控製麵板、電源轉換接口、控製按鈕等組成;機械裝調區域采用鑄件操作台麵,學生可在上麵安裝和調整各種機械機構。
2.電氣控製櫃:采用鐵質雙層亞光密紋噴塑結構,結構堅固。前門采用透明設計,可觀察到內部元件。結構共分為三層,最上層為電網電壓指示、各部件二位旋鈕開關及運行指示;第二層為昆侖同態觸摸屏單元以及電源輸出單元;最下層為網孔實訓區域,包括PLC控製器、電氣擴展單元、伺服電機控製器、步進電機控製器、變頻器、執行部件接線端子等。
3.傳動機構:由多種機械傳動機構組成,可完成同步輪傳動、帶傳動、絲杆傳動等機械典型傳動機構的裝配工藝及精度檢測實訓。
4.十字工作台部件:由底板、中滑板、滾珠絲杠副、直線導軌副、氣動夾具、氣動推料裝置等組成,可完成滾珠絲杠副、直線導軌副、氣動夾具等的裝配工藝及精度檢測實訓。
5.自動送料機構:起到存放物料、上下搬運物料等功能,使毛坯料和工件分開,可完成自動上下料機構的裝配工藝及精度檢測實訓。
6.多功能模架部件:帶動模具旋轉,實現模具更換,主要由上、下模架兩部分組成,可完成上模架、下模架及上下模架之間的裝配工藝及精度檢測實訓。
7.模具:采用真實數控模具,實現對工件的衝壓,含菱形模、橢圓模、圓形模3種模具,另包括模具校棒1套。
8.自動打刀缸機構:通過氣液增壓缸動作完成對模具的衝壓過程。
9.操作台:
(1)平台桌麵
1)外觀尺寸約為:W1500mmxD750mmxH50mm
2)桌麵材質與製作要求:
2-1.桌麵厚度為≥40mm,桌麵采用特殊多層熱固性樹脂處理板,精密疊層後,於高溫、高壓壓製而成,四邊並以PVC 長型膠條封邊,平均載重(置放於桌腳支架上時) ≥1000KG。
2-2.桌腳支架組之孔位預埋6隻8x20mm內外牙彩於桌麵底部。
3)桌麵性能要求:
3-1 桌麵具有耐衝擊、耐磨、耐腐蝕、耐油、防水、耐高溫、易清理等特性。
3-2 5.5KG重鉛球自120cm高度垂直落下桌麵表麵無凹陷。
(2)桌腳支架
1)外觀尺寸約:W1400mmxD600mmxH750mm
2)材質與製作要求:
2-1.桌腳支架組采用≥2mm寶鋼冷軋鋼板,經防鏽處理後,用灰色粉體作烤漆;
2-2.桌腳組經衝折後成ㄇ型,焊接後桌腳尺寸約為≥W100mmxD600mmxH750mm;
2-3.桌腳支架組前後各預留電源插座孔,並加電源蓋板。
3)桌腳支架組性能要求:桌腳支柱組為組合式設計,由一組桌腳及一支支架使用8mm螺絲組合而成。
(3)邊櫃箱體
1)外觀尺寸約:≥W566mmxD600mmxH700mm
2)材質與製作要求:箱體使用≥1.2mm厚寶鋼冷軋鋼板,經衝折及焊接成型及脫脂除鏽處理後用灰色粉體作烤漆處理;箱體四邊焊有滑軌固定槽,每隔≥25mm有一槽孔,可固定滑軌及滑軌固定扣,以便作抽屜高度彈性調整之用;箱體與抽屜組合後應求平整,把手不可外露於箱體外緣。
(4)邊櫃抽屜
1)抽屜配置:第一、二抽屜高100mm,第三抽屜高150mm,第四抽屜高250mm。
2)抽屜內部尺寸約為: W456mmxD456mm。
3)屜牆高度:第一、二抽為77mm,第三、四抽為127mm±3mm。
4)材質與製作要求:
4-1.使用≥1.2mm厚冷軋鋼板,經衝折、點焊成型及脫脂除鏽處理後,用灰色粉體【色號RAL7004】作烤漆處理。
4-2.抽屜屜牆四周每隔≥19mm有一溝槽,以便配合槽隔板及橫隔板作彈性隔間之用。
4-3.全寬式鋁合金把手,左邊加裝把手護邊膠套右邊加裝把手安全扣,以防止抽屜因移動而滑出造成危險。
4-4.鋁把手附白色標示紙及PVC透明標示膠片。
4-5.抽屜使用≥3mm厚滑軌,配合金屬軸承滑動,平均載重≥100kg;
4-6.屜身與把手及麵板為可分離之組合設計,並可微調麵板間距。
5)配件:第一抽屜附紅色分類盒配件約: W74mmxD74mmxH70mm 12隻,≥W148mmxD74mmxH70mm 6隻,W148mmxD148mmxH70mm 3隻;第二、三抽屜附3x3隔板;第四抽屜附2x2隔板。
(5)掛板上架
1)外觀尺寸:≥W1500mmxH600mm。
2)材質及製作要求:采用≥1.4mm冷軋鋼板,經防鏽處理後,用灰色粉體【色號RAL7004】作烤漆,由方孔掛板和固定支架組成;
3)掛板方孔間孔距約為37.5mm,方孔尺寸約為10.5 mm×10.5mm;方孔掛板兩側使用支柱用螺絲固定於桌腳。
(6)棚板:
1)外觀尺寸約:W1493*D120;承重≥20KG。
2)采用≥1.0mm冷軋鋼板,經防鏽處理後,用灰色粉體作烤漆。
10.裝配及檢測工具:配置常用的裝配工具和檢測工具,通過工量具的使用,掌握工量具操作規範。
11. 裝配鉗工仿真軟件
(1)係統可直接在Windows環境下運行,所有項目零部件可直接在教學環境中打開,可以邊學邊練。
(2)學習功能:配套實訓項目以及項目包含的部件機構可以以3D動畫展示,自帶三維全景播放器,播放動畫過程中學員可以對動作機構進行整體任意角度旋轉、放大、縮小、平移,運動機構的各個零件要用不同顏色區分展示,也可以對動作機構進行局部放大和全屏顯示,以便從任意角度觀察動作機構的工作原理細節。
(3)實訓項目:減速機,數控車床(刀架、橫縱向運動機構、主軸箱、尾座、整機),數控銑床(主軸箱、加工中心整機),汽車發動機,模具(點讀筆外殼注塑模、點讀筆零件注塑模),CA6140車床,C6132A車床,M7120磨床,X62W銑床,Z3040鑽床,刨床等。
(4)拆裝演示:以3D動畫自動演示模具以最優化拆裝工藝進行拆裝全過程,拆裝全過程與實際工廠有經驗製模人員完全相同。可自由變換角度查看各零部件的拆裝過程。
(5)自主裝配:針對實訓項目的裝配過程、裝配順序,可對項目中各部件進行項目式管理方式進行單獨裝配,並采用三維虛擬方式自定義各零部件間的裝配順序關係,每個零部件都有隱藏功能、透視功能和恢複顯示功能。,完全達到公平、公正。
(6)考核功能:學員可用本係統製作裝配過程動畫來展現學員的裝配思路,可以預設零部件約束,模擬真實的零件約束關係進行拆卸訓練;有集合和拆散功能,可以單個零件拆散,也可以把零件整合成部件拆卸;學員可以自行定義鏡頭場景和視角,並在該場景和視角下以零件自身的軸線或其他零件軸線為旋轉軸定義旋轉動作和移動動作等鏡頭,鏡頭個數可增加、刪除、插入;完成鏡頭的編輯後,可以連續和挑選某鏡頭播放,總的鏡頭數可以不受限製,播放過程中可以隨時停止播放,修改鏡頭播放順序,教師可以通過播放的鏡頭檢驗拆裝工藝順序,從而對學生的拆裝作業進行評分。(須招標現場演示)
(7)擴展功能:仿真軟件可以通過導入項目三維模型進行擴展。
(8)可實現3D視覺效果功能(偏振式、時分式)。
智能考核:智能考試係統可對學員進行模具拆卸、模具裝配兩大項目進行考核,實時記錄拆裝過程,對拆裝過程中的誤操作進行合理的智能評分,完全達到公平、公正。
三、實訓項目
項目一、機械識圖與裝配工藝的編寫
根據部裝圖和總裝圖,讀懂機械設備的工作原理、裝配關係和技術要求等內容,並編寫裝配工藝。
項目二、送料機構(倉庫)的裝配與調整
根據部裝圖、總裝圖及機械設備的功能要求,按照正確的裝配工藝要求,完成導軌、鏈傳動、同步帶傳動等的裝配與調整,並調整傳感器位置,保證與十字滑台部件的配合。
項目三、十字工作台的裝配與調整
根據部件裝配圖、總裝圖及機械設備的功能要求,按照正確的裝配工藝要求,完成直線導軌副、滾珠絲杆副、軸承、軸承座、氣動定位夾手等的裝配與調整,並完成十字工作台的整體控製流程調試。
項目四、打刀缸機構的裝配與調整
根據部件裝配圖、總裝圖及機械設備的功能要求,按照正確的裝配工藝要求,完成上、下模架的裝配與調整,並調整上、下模架的同軸度。
項目五、典型傳動機構的裝配與調整
根據部裝圖、總裝圖及機械設備的功能要求,按照正確的裝配工藝要求,完成同步齒形帶傳動、帶傳動等典型傳動機構的裝配與調整。
項目六、電氣安裝與電路連接
根據電氣圖紙和功能要求,完成機械設備電氣控製係統的器件安裝和電路連接。
項目七、步進電機參數調整及控製
結合步進電機使用手冊,完成步進電機步距角及電流參數設置,並編寫PLC控製程序。
項目八、伺服電機參數調整及控製
結合伺服電機使用手冊,完成伺服電機各主要參數設置,並編寫PLC程序對伺服電機進行精密控製。
項目九、變頻器參數調整及控製
結合變頻器使用手冊,完成變頻器各主要參數設置,並編寫PLC程序對交流電機進行多段調速控製。
項目十、PLC及觸摸屏的軟件設計
根據機械設備的功能要求,進行PLC、觸摸屏程序的編寫與調試,完成各模塊的自動控製。
項目十一、機械設備的調試、運行及試加工
調試運行機械設備,達到規定的工作要求和技術要求,並進行機械設備的試加工。

4人雙麵座鉗工教室成套設備
產品特點:鉗工桌的功能非常全麵,讓學生掌握鉗工常用工具的使用和知識,以及劃線、裝配、調試、維修等技術能力:鉗工台的實際操作很強,能培養學生的劃線、鋸削、銼削、鏨削、攻絲、絞孔等動手操作能力,有非常強的實操性。