

|
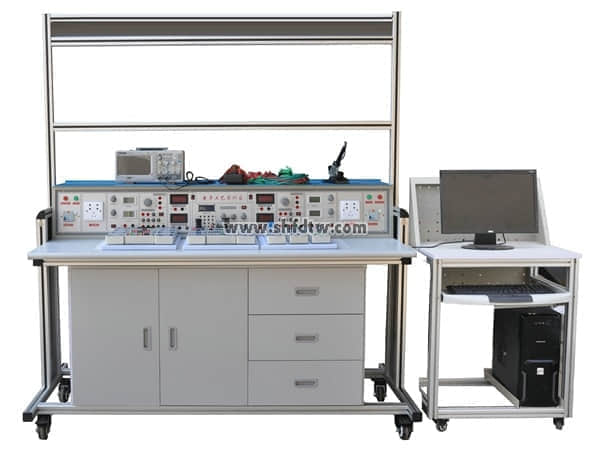
TWDQ-C6140 普通車床電氣技能實訓考核裝置(半實物)
TWDQ-C6140 普通車床電氣技能實訓考核裝置由電源控製部分、機床電氣控製部分、半仿真機床實物部分構成。
1、電源控製部分包括:實訓定時、定時報警、安全用電自動控製等;
2、機床電氣控製部分包括:整台機床內部電器裝在正麵麵板上,能直觀地觀察機床工作時各電器的動作狀況。
3、故障點在麵板上設有相應測試點,供實訓考 核者測試用。
4、仿真機床部分能模擬機床各種運動。
5、通過TWDQ-C6140 普通車床電氣技能實訓考核裝置的實訓能使學員掌握機床常見故障的現象、故障產生的大概部位,熟練掌握機床電路工作原理,其是維 修電工初、中、高級技能鑒定的理想設備。
一、技術性能
1 、 輸入電源:三相四線( 380V±10% 50Hz )
2 、 工作環境:溫度 -10℃ ~ + 40℃ 相對濕度< 85%( 25℃ )
3 、 裝置容量:< 1KVA
4 、重 量: 150kg
5 、 外形尺寸: 1800mm × 700mm × 1250mm
二、裝置構成
(一)主控屏
1 、 三相四線電源輸入,通過漏電保護器接通總開關 , 由接觸器通過啟動、停止按鈕進行操作。
2 、 設有 450V 指針式交流電壓表三隻,指示電源輸入的三相電源電壓,並有三隻指示燈指示實訓台與外部電源的通斷。
3 、 三相四線電源輸出,具有單片機全程監控相間、線間過載或短路自動切斷總電源。
4 、 實驗兼報警記錄儀(實驗管理器):平時作為時鍾使用,具有設定實訓考核時間,定時報警、切斷電源等功能。
(二)機床電器裝載板:安裝機床電器、故障設置盒及故障測試孔。
(三)仿真機床一台,通過電纜與機床電器裝載板相連接,演示機床的各種動作。
(四)實訓桌:桌體為鐵質雙層亞光密紋噴塑,桌麵防火、防水、耐磨高密度板。
三、實訓項目與目的
1 、熟悉常用低壓電氣的機構、原理;
2 、通過觀察機床模擬運動,了解機床的真實運動狀況;
3 、掌握機床電器控製原理及各種保護裝置;
4 、掌握機床常見故障發生部分現象及排除方法。
四、故障點設置一覽
編號 故障現象
1 機床無法啟動
2 機床無法啟動
3 機床無法啟動
4 照明燈不亮
5 機床無法啟動
6 機床無法啟動
7 主軸、冷卻泵電動機不能啟動
8 主軸電動機控製不能自鎖
9 主軸電動機控製不能自鎖
10 主軸、冷卻泵電動機不能啟動
11 冷卻泵不能啟動
12 冷卻泵不能啟動
13 冷卻泵不能啟動
14 刀架不能快速移動
15 主軸不工作
16 冷卻泵不工作
17 不能快速移動
一、實訓台配置及技術性能要求 1.設備配置(1)數控車床實訓設備電氣平台 (2)具備主流數控係統(3)驅動單元:交流伺服係統 (4)手輪單元:手搖脈衝發生器(5)主軸單元:超同步伺服主軸電機 (6)刀架單元:六工位電動刀架(7)潤滑單元:電動潤滑泵 (8)生產型斜床身數控車床(9)十字滑台功能部件 2. 技術性能要求(1)輸入電源:三相四線AC380V±10% 50Hz(2)裝置容量:<2kVA(3)外形尺寸:800mm×600mm×1800mm(機床實訓櫃)、1200mm×660mm×1140mm(實物小車床)1200mm×600mm×780mm(操作台) 二、產品結構和組成要求 1.係統由機床實訓櫃、實物車床和操作台等組成。 2.機床實訓櫃采用鐵質亞光密紋噴塑結構,正麵裝有數控係統和操作麵板,背麵為機床電氣櫃,櫃內器件布局與實際機床廠的模式一致。電氣櫃內的電氣安裝板為不鏽鋼網孔板,上麵裝有變頻器、伺服驅動器、交流接觸器、繼電器、保險絲座、斷路器、開關電源、接線端子排和走線槽等;電氣櫃底部還設有變壓器和接地端子等。 3.實物小車床底座采用鐵質亞光密紋噴塑結構,上方設有實物小車床安裝平台,采用鑄件結構,表麵磨削加工;底座四周設有圍邊,可接溢出的潤滑油和方便清理加工時留下的廢屑。 4.操作台為鋼木結構,用於機床部件的裝配與測量,下方設有工具櫃。 5.係統采用三相四線AC380V交流電源供電,並設有漏電保護器、指示燈指示和保險絲等,具有過載保護、短路保護和漏電保護裝置,在電壓異常或出現短路情況時自動動作,保護人身和設備安全。 *6.數控係統采用主流數控係統(用戶可選),能滿足不同類型機床的實訓教學。 7.X、Z軸由交流伺服電機驅動,運動方向上設有正負限位、參考點等開關,采用接近式傳感器;主軸由三相異步電機驅動,變頻調速控製。 *8.實物小車床由床身、主軸箱、進給傳動係統、換刀裝置和輔助裝置等組成,具有實際加工能力,可對金屬、PVC、有機玻璃等材料進行車削加工。通過對數控小車床的拆裝訓練,學員可掌握數控車床水平度、平行度和垂直度的調整方法等,同時學會百分表、直角尺、遊標卡尺、塞尺等工量具的使用方法和機床機械精度的測量方法。 *(1)床身、主軸箱、移動拖板、尾座等均采用鑄件結構,鑄件經過時效處理、表麵機加工和鏟刮工藝等,確保機床精度穩定。 *(2)主軸箱由箱體、主軸、卡盤、主軸電機、編碼器、同步帶、多楔帶等組成,可進行主軸箱的裝配與調整、主軸卡盤的裝配、主軸電機的安裝與調整、編碼器的安裝與調整等技能訓練。主軸與主軸電機采用多楔帶聯接,主軸電機安裝板具有翻轉機構,可進行多楔帶張緊力調整。 *(3)X軸進給傳動係統由滾珠絲杠螺母副、方形直線導軌副(單導軌定位、滑塊移動安裝方式)、軸承、軸承支座、電機支座和上拖板等組成,可進行滾珠絲杠的裝配與調整、直線導軌的裝配與調整、上拖板的裝配與調整等技能訓練。 *(4)Z軸進給傳動係統由滾珠絲杠螺母副、三角導軌、軸承、軸承支座、電機支座、E型調節塊和床鞍等組成,可進行導軌預緊力調整、滾珠絲杠的裝配與調整等技能訓練。Z軸滾珠絲杠與導軌平行的裝調通過選擇合適的E型調節塊實現。 (5)換刀裝置采用四工位電動刀架,可實現加工時的自動換刀操作。 (6)配有主軸芯棒、等高棒、頂尖等機床檢具,可進行數控車床幾何精度檢測。 (7)輔助裝置由潤滑係統、尾架、防護罩等組成。 三、配套仿真軟件要求 *網絡型數控車床維修仿真實訓軟件:40節點網絡加密鎖,光盤及說明書,本軟件采用模塊化設計思想,由機械裝調維修與電氣裝調維修兩大部分組成,具備主流數控係統的維修仿真功能,用戶可以反複在電腦前身臨其境的進行操作練習。投標現場提供能現場演示以下各模塊功能的光盤,自備筆記本電腦。*機械裝調維修部分包含數控車床的機械拆裝工量檢具認識、機械零部件結構認識、整機拆裝流程演示、機械裝配訓練、機床精度檢測等模塊,可使用戶掌握數控車床機械功能部件的裝調方法、數控車床精度的測量方法以及工、量、檢具的使用方法。機械拆裝工量檢具認識模塊,包含拔銷器、直角尺、水平儀、百分表、主軸芯棒等20多種常用工、量、檢具,以3D的形式展現並附以文字說明介紹,拆裝工量必須能放大,宿小,360度任意角度旋轉。各圖形均可任意放大、縮小和360度任意角度旋轉,具有直觀立體、真實互動的效果。機械零部件結構認識模塊,以3D的形式展現數控車床的40多種機械零部件,機械零部件必須能放大,宿小,360度任意角度旋轉,讓用戶了解數控車床各機械部件結構。圖形可任意放大、縮小和360度任意角度旋轉,具有直觀立體、真實互動的效果。整機拆裝流程演示模塊,以動畫播放的形式對數控車床整機的機械拆裝和機械裝配進行自動演示,讓學員了解數控車床機械拆裝的工藝、規範。動畫播放速度可自由改變,暫停播放後可調整角度進行觀察裝配完成情況。機械裝配訓練模塊,通過選取正確的機械零部件、裝配工具、裝配工藝,完成數控車床整機的裝配訓練,並記錄裝配過程的錯誤操作,考核學員的技能。 *機床精度檢測模塊,通過百分表、水平儀、直角尺、芯棒等檢具的使用,訓練車床水平調整、主軸旋轉中心調整、導軌平行度調整、絲杆與導軌平行度調整、幾何精度檢測等基本機床機械維修調試的技能。 *電氣裝調維修部分包含發那科、西門子係統等主流的數控車床的電氣安裝與連接、通電檢查、參數設置、故障診斷維修等模塊。 *電氣安裝與連接模塊,包括元器件組裝和電氣線路連接,線路連接內容涉及到電氣控製線路中所有單根導線連接。學員按照電路圖分模塊進行電路連接,如主電路、啟停電路、數控係統電路、主軸電路、伺服驅動電路、刀架電路、限位/原點電路等,學員可根據提示完成各單元電路的連接訓練,也可根據電路圖進行各單元電氣連接實訓考核。 *通電檢查模塊,主要用於在設備通電前檢查電源電路是否短路,通電後檢查電壓是否正常。軟件提供了逼真的虛擬萬用表,用戶可使用萬用表對電路中的任何元器件或電路接線進行電路屬性(電壓、電阻等)的測量。操作步驟既可按數控機床上電流程一步步進行,也可跳步選擇,同時提供電路圖供對照分析。*參數設置模塊,操作者通過該模塊可以了解數控係統中各參數的設定值,以及參數修改的方法。*故障診斷與維修模塊,具備故障設置和排除功能,故障設置包括主軸、驅動、刀架、限位、電源等單元電氣故障、參數故障等數十個故障。具備隨機故障設置功能,提供虛擬萬用表,用戶根據故障現象,利用所學知識進行排故練習。 *機械機構虛擬仿真教學軟件:含加密鎖,光盤及說明書,本軟件采用3D虛擬仿真技術相結合的方式,界麵生動美觀、易學易用,可以提高教師教學和學生學習的興趣,加深學生對平麵、空間、輪係機構知識的理解和運用。軟件通過三維拆卸動畫、三維裝配動畫、模擬拆裝等方式,展示了平麵、空間、輪係等模塊的拆卸、裝配過程。可實現以下功能:平麵機構的虛擬拆裝、三維零件展示,空間機構的虛擬拆裝、三維零件展示,輪係機構的虛擬拆裝、三維零件展示。要求機構整體或每一個零件必須能360任意旋轉,放大宿小等功能。 *PLC 3D仿真創新實訓係統:含PLC主機模塊,采集卡模塊,網絡加密鎖,光盤,通訊線,不少於25個仿真模型控製程序等,采用3D交互技術設計,全方位體驗工業現場,同時具有自動演示模式、手動控製模式及PLC控製模式,在3D虛擬環境下,通過上位機PLC3D控製,采集卡模塊數據轉換,控製仿真各種複雜的整體工藝流程,利用采集卡模塊采集PLC 的輸入輸出信號,實現采集卡與計算機的通訊,從而控製虛擬工業現場中的3D仿真模型的各種工業現場複雜操作,實時控製PLC 的運行狀態,展現工業現場中的各種複雜工業場景。仿真以自動、手動和PLC控製三種模式控製下的虛擬工業仿真:包含1、自動封蓋2、物料分揀3、碼垛堆積4、自動倉儲5、自動裝箱6、運料小車7、電鍍生產線8、多種液體混合9、自動混合生產線10、水塔水位自動控製11、機械手控製12、自動送料裝車13、四級傳送帶14、數字邏輯分析儀15、溫度壓力控製16、連線自動檢測17、加工中心刀庫18、步進電機控製19、舞台藝術燈飾20、四層電梯控製21、LED數碼管顯示控製22、交通信號燈23、機器人自動掃雷24、交流電機控製25、對講門禁等工業現場。投標要求提供軟件現場演示,演示內容不少於20種不同場景下自動模式、手動控製模式及PLC控製模式3種不同控製模式。 *PLC 3D仿真采集卡模塊:要求投標現場提供仿真教學視頻演示不少於12個3D仿真場景實驗,視頻裏要體現自動模式、手動控製模式及PLC控製模式的操作過程,實驗現象和結果。 四、技術參數 實物車床主要參數: Ø 床身最大回轉直徑: 220mm Ø 刀架上最大回轉直徑:80mm Ø X/Z軸行程: 100mm/250mm Ø X軸滾珠絲杠: 研磨、C5級、規格1605 Ø Z軸滾珠絲杠: 研磨、C5級、規格2004 Ø 主電機功率: 0.75kW Ø 主軸轉速範圍:50~2500rpm Ø 主軸卡盤: φ125 Ø 主軸通孔直徑:21mm Ø 主軸孔錐度: 莫氏3號 Ø 工作台快速移動速度:3000mm/min Ø 最大切削進給速度: 2000mm/min Ø 定位精度: 0.02mm Ø 重複定位精度:±0.012mm Ø 電動刀架: 四工位電動刀架 Ø 刀杆截麵尺寸:10mm×10mm Ø 尾架套筒錐度:莫氏2號 Ø 尾座套筒行程:60mm 五、可完成的車床實訓項目 1.電路設計、設備安裝和電路連接(1)數控係統的安裝、接線 (2)係統啟停控製電路的設計與接線(3)變頻調速係統的電路設計、變頻器、主軸電機、編碼器的安裝與接線(4)交流伺服驅動係統的電路設計、驅動器、伺服電機的安裝與接線(5)刀架及冷卻控製係統的電路設計、器件安裝與接線 (6)急停、限位控製回路的設計與接線(7)手搖脈衝發生器的接線 2.機械部件裝配與調整(1)滾珠絲杠螺母副的裝配與調整(2)直線導軌副的裝配與調整(3)X軸上拖板的裝配(4)電動刀架的裝配(5)電機與聯軸器的裝配(6)主軸卡盤的裝配(7)潤滑係統的裝配(8)主軸箱的裝配與調整 3.數控機床的功能調試(1)數控係統的基本操作(2)數控係統基本參數的設置與調試(3)數控係統進給軸參數設置與調試(4)數控係統主軸參數設置與調試(5)PLC編程與調試(6)驅動器參數設置與調試(7)變頻器參數設置與調試(8)電動刀架等功能部件的調試(9)數控係統的數據備份(10)行程限位參數設定實訓(11)回零參數設置實訓(12)螺距補償設置實訓 4.機電聯調與故障排除(1)數控車床機電聯調(2)數控車床故障診斷與排除 5.數控車床幾何精度檢測 6.數控車床的程序編製與加工(1)數控車床編程(2)數控車床加工 7.數控機床的保養和維護 8.網絡型數控車床維修仿真實訓軟件仿真實訓(滿足40人同時實訓) 9.機械機構虛擬仿真教學軟件仿真實訓 |

10.PLC 3D仿真創新實訓係統實訓