聯係我們
聯係電話:021-55884002
聯係地址:上海市閔行區江凱路177號

推薦產品
-

型號:TWSA-01
品名:電子工藝實訓平台
分類:電子工藝實訓教學設備
-

型號:TWB-801A
品名:柔性加工係統實訓...
分類:機電一體化實訓設備
-

型號:TWB-QR04
分類:工業機器人實訓設備
-

型號:TW-318C
品名:通用電工電子實驗...
分類:通用電工.電子教室


熱門產品
-

型號:TWT-WXGB
品名:高性能中級維修電...
分類:維修電工實訓考核
-
型號:TW-X32
品名:新型微機原理與接...
分類:實驗箱係列
-

型號:TW-QY37
品名:便攜式氣動傳動基...
分類:氣動液壓PLC實驗台
-

型號:TW-188G型
品名:電工電子電拖可編...
分類:電工電子技能實訓考核
PLC可編程控製器綜合實訓裝置
作者:袁策
來源:
日期:2013-09-01 22:56:39
2406次瀏覽

文章摘要
PLC可編程控製器綜合實訓裝置也適合技工學校、職業培訓學校、職教中心、鑒定站/所各工種PLC實操、技能鑒定考核。PLC可編程控製器綜合實訓裝置是根據《中華人民共和國教育行業標準——電工電子類實訓基地儀器設備配備標準》,教育部“振興21世紀職業教育課程改革和教材建設規劃”要求,按照職業教育的教學和實訓要求研發的產品。適合高職院校、職業學校的機電設備安裝與維修、機電技術應用、電氣運行與控製、電氣技術應用、電子電器應用與維修等專業和非機電類專業的《可編程控製器技術》、《電氣及PLC控製技術》、《PLC及其應用》、《變頻調速技術》、《現場總線控製技術》課程的教學與技能實訓。

裝置特點
1、采用積木組合式結構,含開關量、模擬量、變頻調速、觸摸彩屏、總線通信模塊等,配套組態監控軟件、仿真實訓軟件,實現仿真化、信息化、網絡實訓教學,體現實訓教學的網絡性和係統性。
2、項目實訓模塊:利用目前典型的可編程控製器及總線技術完成對工業生產中模擬對象,實物模型中的邏輯、模擬、過程、運動等的控製實訓,完成學生認知、設計、安裝、調試、檢修等多種技能實訓。
3、基於現場總線的組態監控實訓教學:通過現場總線網絡,將實訓裝置(從站)PLC和主站PLC進行1:N通信。從站的PLC運行控製對象的程序,利用工控網絡集中監控的功能,主站PLC可以對任意台從站PLC進行實時監控,符合工業現場控製的要求。學生獨立通過PLC完成對各種實訓對象的控製,並進行組態實時監控(1:1通信)。
技術性能
1、輸入電源:三相四線(或三相五線)~380V±10% 50Hz
2、工作環境:溫度-10℃~+40℃ 相對濕度<85%(25℃) 海拔<400m
3、裝置容量:<0.5KVA
4、重 量:<110Kg
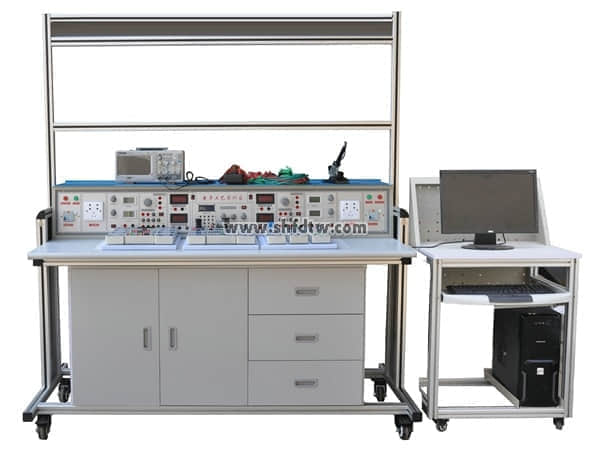
5、外形尺寸:1600mm×750mm×1600mm
6、安全保護:具有漏電壓、漏電流保護裝置,安全符合國家標準
實訓裝置的基本配置及功能
實訓裝置由控製屏、實訓桌、主機實訓組件、實訓模塊(含豐富的工業現場設備模擬實訓對象)、變頻器掛箱、觸摸屏掛箱、交直流電機、總線單元、通信模塊、電機導軌、測速機構等組成。
(一)控製屏(鐵質雙層亞光密紋噴塑結構,鋁質麵板)
1、交流電源控製單元
三相四線380V交流電源經空氣開關後給裝置供電,電網電壓表監控電網電壓,設有帶燈保險絲保護,控製屏的供電由鑰匙開關和啟停開關控製,同時具有漏電告警指示及告警複位。
提供三相四線380V、單相220V電源各一組,由啟停開關控製輸出,並設有保險絲保護。
2、定時器兼報警記錄儀
定時器兼報警記錄儀,平時作時鍾使用,具有設定時間、定時報警、切斷電源等功能;還可自動記錄由於接線或操作錯誤所造成的漏電告警次數。
3、直流電源、直流電壓/電流表、邏輯輸出及指示等
直流電壓:0~10V可調輸出;直流電流:4~20mA可調輸出;直流數字電壓表/電流表;電壓表量程0~200V、輸入阻抗為10MΩ、精度0.5級;電流表量程0~200 mA、精度0.5級;同時設有邏輯電平輸出(點動、自鎖)、邏輯電平指示、LED數碼管、方向指示器、八音盒、直流24V繼電器、信號轉換座若幹。
4、主機實訓組件
配置西門子cpu224 PLC主機,內置數字量I/O(14路數字量輸入10路數字量輸出),帶有通信模塊,及模擬量模塊(2路輸入/1路輸出),配套PC/PPI通信編程電纜(也可選用其他品牌主機,價格另儀)。
(二)實訓掛箱
|
序號 |
編號 |
控製對象實訓模塊 |
實訓教學目標 |
|
1 |
SX1 |
搶答器/音樂噴泉 |
通過對搶答係統中各組人員搶答時序的監視和控製,掌握條件判斷控製指令的編寫方法;通過對音樂噴泉控製係統中“水流”及音樂的循環控製,掌握循環指令的編寫方法。 |
|
2 |
SX2 |
裝配流水線/十字路口交通燈 |
通過對“生產流水線”順序加工過程及十字路口交通燈路況信號控製,掌握順序控製指令的編寫方法。 |
|
3 |
SX3 |
水塔水位/天塔之光 |
通過對“水塔水位”和“儲水池水位”變化過程的判斷,了解簡單邏輯控製指令的編寫方法。通過對天塔之光閃亮過程的移位控製,掌握移位寄存器指令的編寫方法。 |
|
4 |
SX4 |
自動送料裝車/四節傳送帶 |
通過對傳送帶啟停、傳送狀態的控製和對貨物在自動送料裝車係統中流向、流量的控製,掌握較複雜邏輯控製指令的編寫方法。 |
|
5 |
SX5 |
多種液體混合裝置 |
通過對“液體混合裝置”中不同液體比例及液體混合時攪拌時間的控製,掌握條件判斷指令及各種不同類型的定時器指令的編寫方法。 |
|
6 |
SX6 |
自動售貨機 |
通過用用戶投幣數目的識別和自動售貨機中各種“貨物”的進出控製,掌握各種計數器指令及比較輸出指令的編寫方法。 |
|
7 |
SX7 |
自控軋鋼機/郵件分揀機 |
通過對自控軋鋼機和郵件分揀機材料(“鋼錠“郵件”)來料數量、來料類別識別及對各種執行器(例如“電機”)啟停時序的控製,掌握數值運算指令及中斷指令的編寫方法。 |
|
8 |
SX8 |
機械手控製/自控成型機 |
通過對機械手停留“位置“及自控成型機各方向“液缸位置”的控製,掌握一個完整工業應用係統中的較簡單邏輯控製程序的編寫能力。 |
|
9 |
SX9 |
加工中心 |
通過對加工中心中各方向“電機”運行方向及“刀庫”進出刀、換刀過程的控製,掌握一個完整工業應用係統中的較複雜邏輯控製的編寫能力。 |
|
10 |
SX10 |
四層電梯 |
通過對一個完整的四層電梯模型的綜合控製,初步掌握PLC控製係統的分析、I/O分配、設計I/O接線圖、接線、編程、調試等工作過程的綜合知識。 |
|
11 |
SX11 |
步進電機/直線運動:(實物)步進電機係統由驅動電路、步進電機、刻度盤、指針等組成; 直線運動係統由電機、同步帶、光電傳感器、導軌、移動塊等組成。 |
通過利用PLC對步進電機及直線運動實物模塊的控製,初步了解步進電機方向、拍數的控製及直線運動檢測、定位控製。 |
|
12 |
SX12 |
自動洗衣機/電鍍生產線 |
通過對洗衣機進出水時間、洗滌流程及電鍍生產線中物塊侵入不同溶液的時間、方式、先後順序的控製,掌握多點PLC控製係統的綜合應用能力。 |
|
13 |
SX13 |
直流電機控製/溫度控製 (模擬量控製) |
通過對直流電機係統中脈衝信號采集、轉速控製(電壓量)及溫度控製係統中的溫度參數的控製,掌握高速計數器指令、模擬量處理指令、PID指令的使用。 |
|
14 |
WK1 |
典型電動機控製實操單元:施耐德交流接觸器3隻;時間繼電器1隻,3個按鈕,3隻交流指示燈,2隻熱繼電器,元器件配置專用底座。 |
掌握一般強電係統的安裝和調試工作過程知識,實現PLC方式的電機典型運行控製;掌握安裝和調試PLC電氣控製係統的有關知識。 |
|
15 |
WK2 |
網孔板 |
學會電氣控製係統中各元器件的布局規劃、安裝、調試過程知識。 |
|
16 |
BP1 |
變頻器實訓組件:配置西門子MM420變頻器,帶有RS485通信接口及BOP操作麵板 |
初步具有綜合應用變頻器的能力,了解變頻調速在實際中的應用,掌握變頻器與PLC之間通信協議的建立連接方法。 |
|
17 |
CM1 |
觸摸屏實訓組件:采用西門子SMART LINE 700,7寸彩屏 |
了解工業觸摸屏的功能及使用方法、掌握與PLC之間的通信知識,並掌握複位、置位、交替等功能鍵、圖形(曲線)顯示、動態畫麵跟蹤在觸摸屏中的實現方法。 |
(三)電機導軌、光碼盤測速係統及數顯轉速表
包含光碼盤測速係統(配有進口光電編碼器)、數顯轉速表及固定電機的不鏽鋼導軌等。不鏽鋼導軌平整度好,無應力變形,加工精細,同心度好,互換性好,能保證電機與編碼盤之間連接的同心度不超過±5絲,電機運行噪聲小,實訓參數典型,能較好滿足實訓要求。在導軌麵板上設有五位數顯轉速表,顯示當前轉速;具有電壓反饋信號;同時設有光電編碼信號輸出,包括A、B兩個通道;能夠完成各種速度開/閉環及定位實訓。
(四)三相鼠籠異步電機:交流380V/△
(五)挖掘機實物模型:采用特定的挖掘機模型,能用PLC控製完成挖掘機的前進,後退等常規動作。
(六)實訓桌
實訓桌為鐵質雙層亞光密紋噴塑結構,桌麵為防火、防水、耐磨高密度板;左右設有兩個大抽屜(帶鎖),用於放置工具及資料,電腦桌聯體設計,造型美觀大方。
實訓項目
(一)PLC基本技能實訓
1.PLC認知實訓(軟硬件結構、係統組成、基本指令練習、接線、編程下載等)
2.典型電動機控製實操實訓(點動、自鎖、正反轉、星三角換接啟動等)
3.PLC仿真實訓
(二)PLC模擬控製應用實訓
4.數碼顯示控製
5.搶答器控製(優先級、數值運算,具有聲效功能)
6.天塔之光控製(閃爍、發射、流水型)
7.音樂噴泉控製(具有聲效功能)
8.十字路口交通燈控製
9.水塔水位控製
10.自動送料裝車係統控製
11.四節傳送帶控製
12.裝配流水線控製
13.多種液體混合裝置控製
14.自控成型機控製
15.全自動洗衣機控製(具有聲效功能)
16.電鍍生產線控製
17.自控軋鋼機控製
18.郵件分揀機控製
19.自動售貨機控製
20.機械手控製
21.三層電梯控製
22.四層電梯控製(實物)
23.加工中心控製(實物)
(三)PLC實物控製實訓
24.直線運動位置識別、運動軌跡控製、定位控製
25.步進電機運動控製
26.直流電機控製
27.溫度PID控製(具有聲效功能)
(四)PLC高級技能實訓(設計、安裝、調試及檢修)
28.C620車床的電氣控製線路
29.臥式車床電氣控製線路
30.機床兩地控製線路
31.M7130平麵磨床的電氣控製線路
32.Z3040搖臂鑽床的電氣控製線路
33.液壓滑台式自動攻螺紋機的電氣控製線路
34.運行小車的電氣控製線路
(五)PLC、變頻器、觸摸屏綜合應用技能實訓
35.變頻器功能參數設置與操作
36.變頻器報警與保護功能
37.外部端子點動控製
38.變頻器控製電機正反轉
39.多段速度選擇變頻調速
40.變頻器無級調速
41.基於外部模擬量(電壓/電流)控製方式的變頻調速
42.瞬時停電啟動控製
43.PID變頻調速控製
44.PLC控製變頻器外部端子的電機正反轉
45.PLC控製變頻器外部端子的電機運行時間控製
46.基於PLC數字量控製方式的多段速
47.基於PLC模擬量控製變頻開環調速
48.基於PLC通信方式的變頻器開環調速
49.基於PLC通信方式的速度閉環控製
50.基於PLC模擬量方式的變頻器閉環調速
51.變頻器恒壓供水係統的模擬
52.基於觸摸屏控製方式的基本指令編程練習
53.基於觸摸屏控製方式的LED控製
54.基於觸摸屏控製方式的溫度PID控製
55.PLC、觸摸屏與變頻器通信控製
56.基於MCGS的現場總線網絡通信技術
上一個產品:氣動液壓PLC綜合控製實驗室設備
下一個產品:已經沒有了
PLC可編程實訓裝置最新產品
-

型號:TW-QY
品名:氣動液壓PLC綜...
價格:55000.00
-

型號:TWS-01
品名:PLC可編程控製...
價格:13000.00
-

型號:TWS-01A
品名:PLC可編程控製...
價格:16000.00
-

型號:TWS-01B
品名:PLC可編程控製...
價格:22000.00




關於本文
上一篇:減速器教學模型
最新產品
-

型號:TWB-214
品名:低壓電工特種作業...
分類:供配電通信線路實訓係統
-

型號:TWB-215
品名:高壓電工特種作業...
分類:供配電通信線路實訓係統
-
型號:TWS-01
品名:電子工藝實訓考核...
分類:電子工藝實訓教學設備
-

型號:TWWKB-08B
品名:維修電工電拖實訓...
分類:維修電工實訓考核
